



 3390Likes
3390Likes


Results 946 to 960 of 1865
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks-
01-07-2017 07:18 PM #946
 CHR Member
CHR Member

- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,228
OK, so sometimes you take another look and think yeah, we can do better than that (more scraps). Today the passenger bucket seat was test fit onto our riser. It could be brought a bit tighter to the floor.

Next, looking at the cross member, the rear flange (red arrows) didn't match up to the rear flange of our riser.
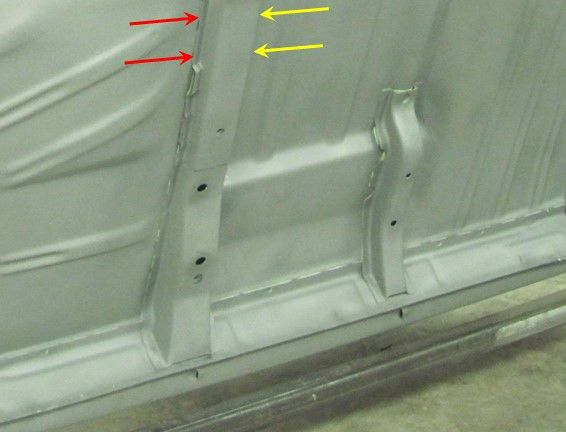
The blue tape shows the rear flange of the cross member below...

Here's our updated riser, half as tall, and once trimmed the flange will match to above the cross member..

Robert
-
Advertising

- Google Adsense
- REGISTERED USERS DO NOT SEE THIS AD
-
01-08-2017 02:47 AM #947
CHR Member
- Join Date
- Sep 2007
- Location
- New Bedford
- Car Year, Make, Model: 34 Ford 3W Coupe Replica
- Posts
- 14,754
Good catch Robert.
When you're looking at a picture on a flat screen, you're not always thinking about the structural loading.
The new mount looks so much "sleeker" too. You guys do such nice work.
-
01-08-2017 03:38 AM #948
CHR Member
- Join Date
- Apr 2013
- Location
- Pottstown
- Posts
- 169
It's always the littlest things that take the most time, but in the end it really pays off. Those small detailed modifications that are made to any car whether inside or out are never really seen by most, but they still are cool and the builder knows and that makes him smile.
-
01-08-2017 08:55 PM #949
CHR Member
- Join Date
- Jan 2005
- Location
- Doon, Ia
- Car Year, Make, Model: 53 Chevy 3100
- Posts
- 2,714
Nice work, I wish I could do metal work like that. My seat risers are flat steel bent at a 90.
-
01-11-2017 06:40 AM #950
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,228
More details on the seat risers, here the 5/8-11 hex nut is welded inside. The tacks at the top are merely to hold it centered within the hole to maintain our correct C-C hole spacing. It gets welded inside as well to keep things anchored in place.

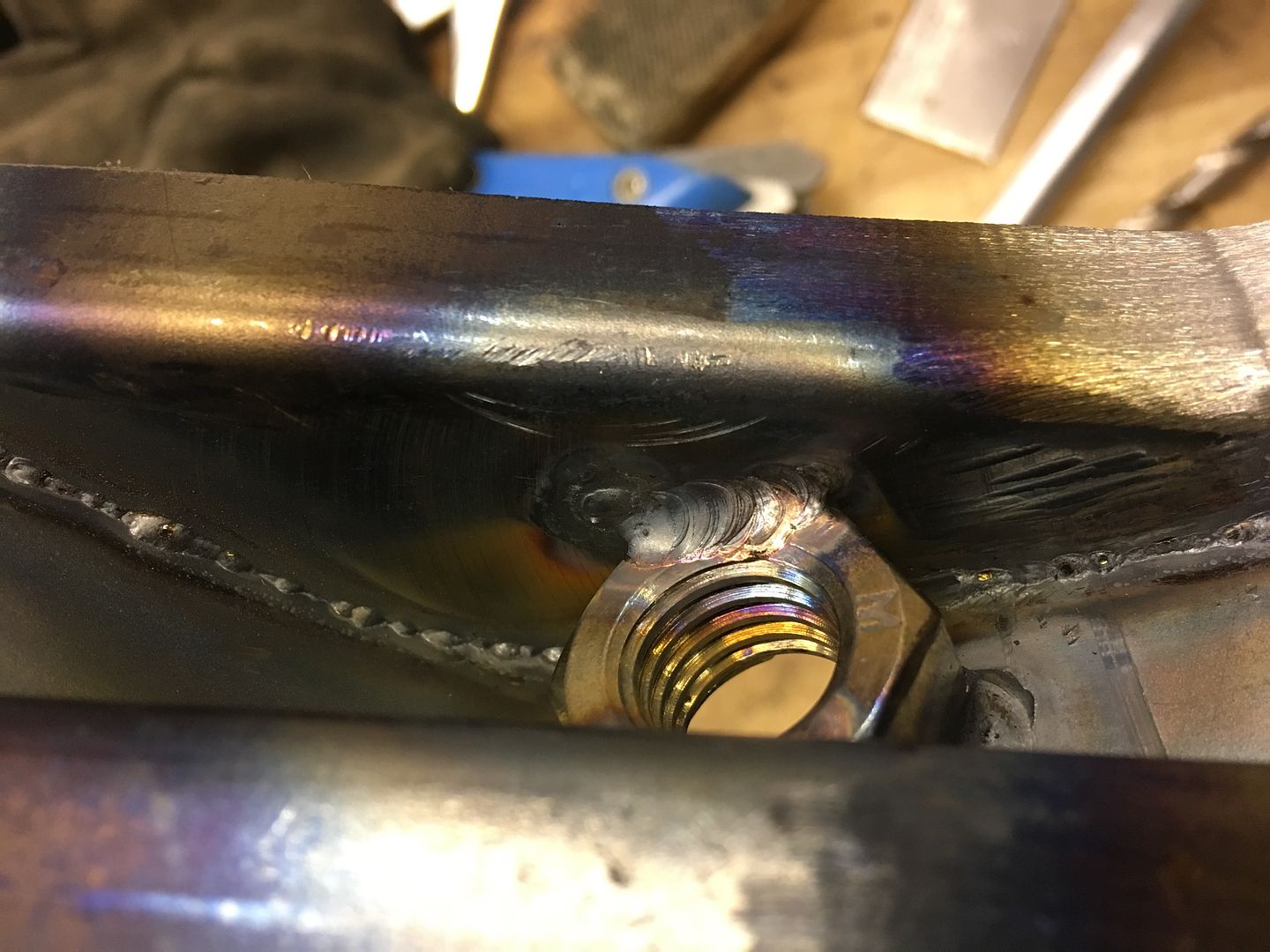

The 5/8 hardware was chosen as the factory seat bracket on these 2002 Monte Carlo seats had a hole that large existing already. The front of the seat bracket actually had another bracket underneath that was held in place with a solid rivet. We drilled out the rivet to remove the obstacle (so the rail was flat across the bottom), and opened the hole up for 3/8 hardware.
Test fit....



Still need to fill in the flange corners on the front and this one will be ready for SPI epoxy primer to coat all the surfaces before it gets welded in place..Robert
-
01-11-2017 06:46 AM #951
CHR Member
- Join Date
- Feb 2007
- Location
- Santa Monica
- Car Year, Make, Model: 37 Ford tudor humpback
- Posts
- 1,988
Your attention to detail and perfection continue to astound me!!!"It is not much good thinking of a thing unless you think it out." - H.G. Wells
-
01-11-2017 12:56 PM #952
CHR Member
- Join Date
- Apr 2011
- Location
- Prairie City
- Car Year, Make, Model: 40 Ford Deluxe, 68 Corvette, 72&76 K30
- Posts
- 7,298
- Blog Entries
- 1
Very nice! Were the seat belts anchored to the rear seat track bolt and that's why they were so large? It seems that's how the newer cars are built but i'm not certain.Ryan
1940 Ford Deluxe Tudor 354 Hemi 46RH Electric Blue w/multi-color flames, Ford 9" Residing in multiple pieces
1968 Corvette Coupe 5.9 Cummins Drag Car 11.43@130mph No stall leaving the line with 1250 rpm's and poor 2.2 60'
1972 Chevy K30 Longhorn P-pumped 24v Compound Turbos 47RH Just another money pit
1971 Camaro RS 5.3 BTR Stage 3 cam, SuperT10
Tire Sizes
-
01-11-2017 05:44 PM #953
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,228
The inside seat belt is attached to the seat frame/track, the outer ones at floor/b-pillar are not. We still need to make some plates to weld into the B-pillar for bolting the shoulder/lap belt. That's a big reason the new version was extended in the back, the riser's rear flange will be plug welded through the floor and directly into the cross member, and the forward flange of the same cross member will be plug welded into where it also intersects the seat riser's side flanges.Robert
-
01-17-2017 05:58 PM #954
CHR Member
- Join Date
- Jan 2005
- Location
- Doon, Ia
- Car Year, Make, Model: 53 Chevy 3100
- Posts
- 2,714
I'm not going to show pictures of my seat brackets anymore Seriously, very nice work !
Seriously, very nice work !
-
01-18-2017 06:06 AM #955
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,228
Haha! you should see the PRACTICE pile!
Moving on to the outer risers, these ones will be a bit taller due to the recess where the original seat frames bolted. We started out with using the tipping die in the Lennox to thin the 14 gauge cold rolled steel at the bend line for a more crisp bend.
https://www.youtube.com/watch?v=OKFZqnHb9eY
Next, after making the inside bends, the Fasti-werks bead roller is used with a skate board wheel to add a radius to the outer "leg" of the riser.
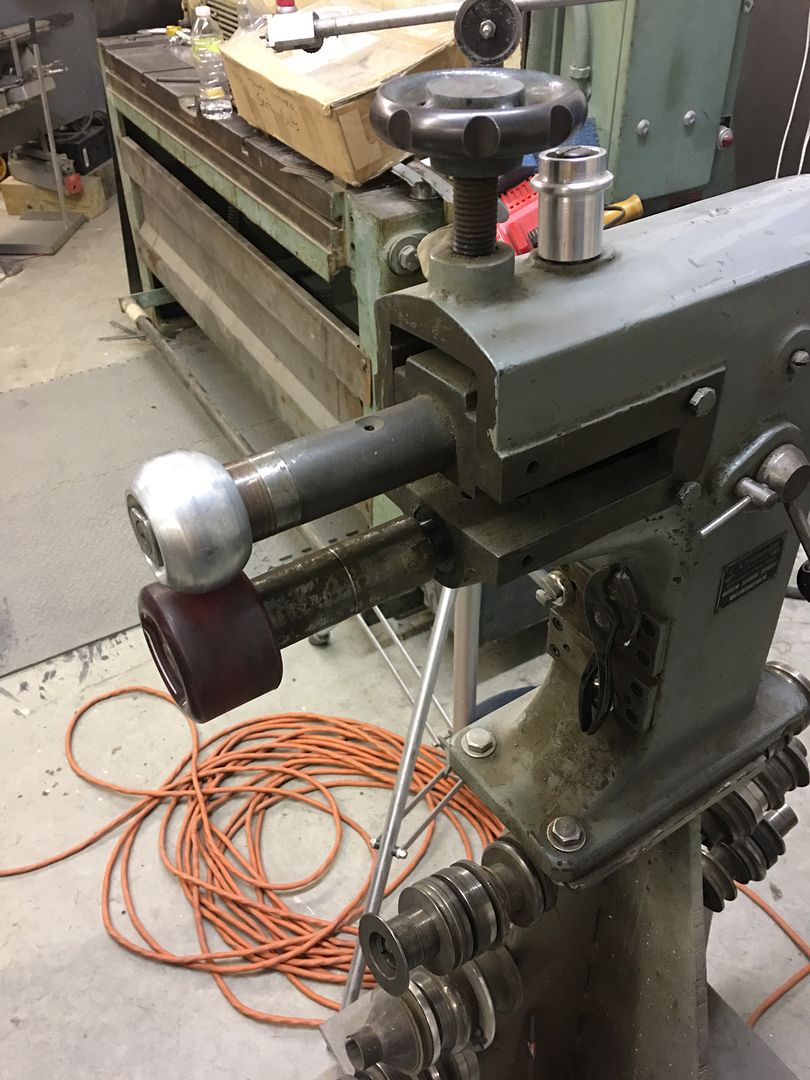




Next time in the shop we'll get the ends closed up.....Robert
-
01-21-2017 11:05 PM #956
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,228
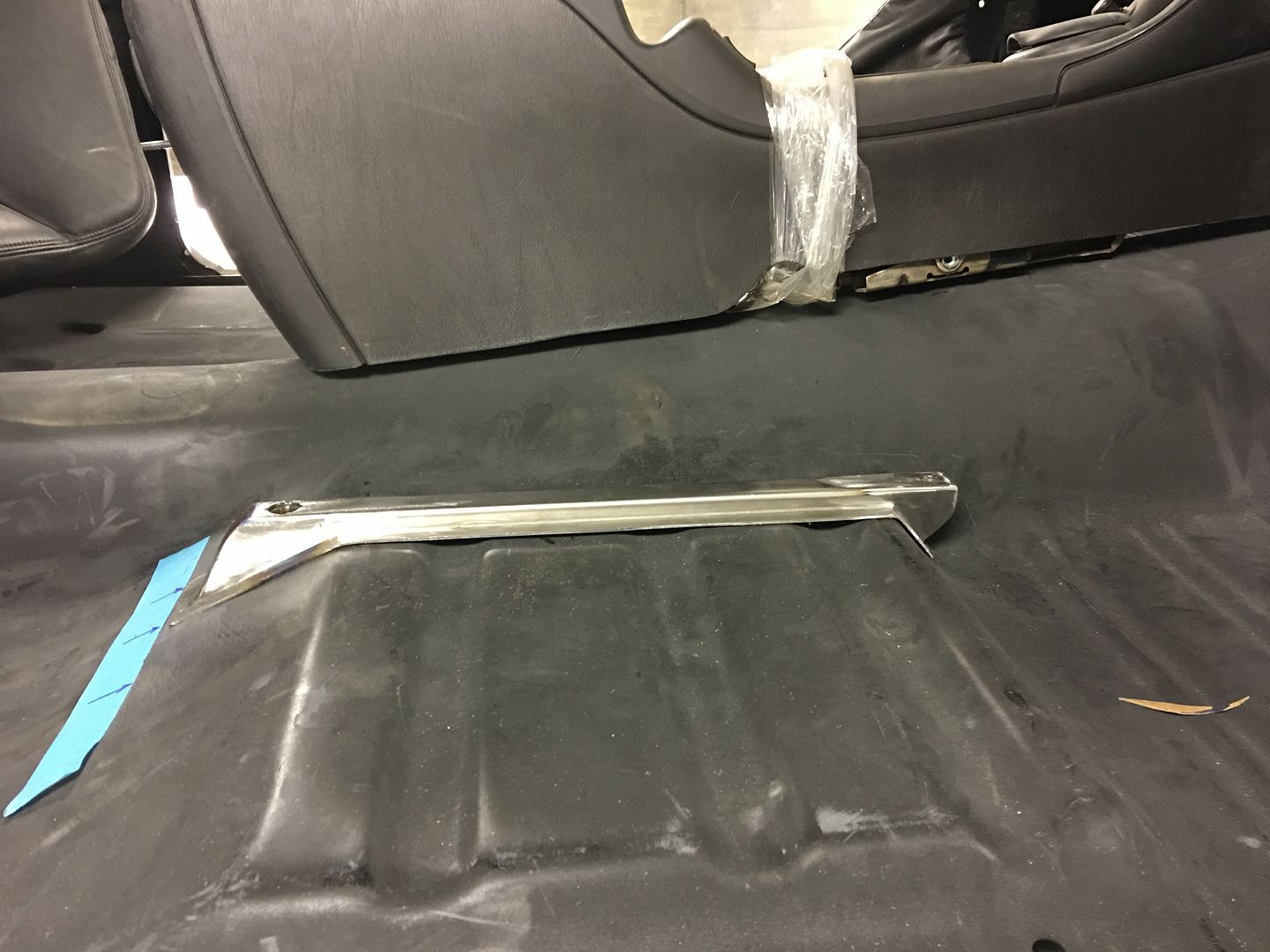
Moving on to closing up the ends of the outer seat riser... Quite a bit of stretch to get this corner to match up to the seat riser...






https://www.youtube.com/watch?v=wzorB_hwLZM
Then the corner was Tig welded in place and another test fit with the bucket seat..
https://www.youtube.com/watch?v=kf-X5eHc5bE
.Robert
-
01-23-2017 12:51 PM #957
CHR Member
- Join Date
- Apr 2011
- Location
- Prairie City
- Car Year, Make, Model: 40 Ford Deluxe, 68 Corvette, 72&76 K30
- Posts
- 7,298
- Blog Entries
- 1
Man, you do great work. I think I'd have to section a part of round tube and weld a flange on the bottom since I don't have a roller like that. (That would take a long time compared to what you have done)Ryan
1940 Ford Deluxe Tudor 354 Hemi 46RH Electric Blue w/multi-color flames, Ford 9" Residing in multiple pieces
1968 Corvette Coupe 5.9 Cummins Drag Car 11.43@130mph No stall leaving the line with 1250 rpm's and poor 2.2 60'
1972 Chevy K30 Longhorn P-pumped 24v Compound Turbos 47RH Just another money pit
1971 Camaro RS 5.3 BTR Stage 3 cam, SuperT10
Tire Sizes
-
01-29-2017 07:45 PM #958
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,228
Cody Walls took the Dave Thomas 35 Chevy to Pomona this weekend for the GNRS, the car took 2nd place in it's class and also received a paint award for the 57 Cadillac Biarritz colored finish. Well done Cody!





Last edited by MP&C; 01-30-2017 at 09:25 AM.
Robert
-
01-30-2017 02:37 PM #959
CHR Member
- Join Date
- Sep 2007
- Location
- New Bedford
- Car Year, Make, Model: 34 Ford 3W Coupe Replica
- Posts
- 14,754
Cody learned his craft very well. Congrats Cody!
-
01-30-2017 03:23 PM #960
CHR Member
- Join Date
- Oct 2007
- Location
- Petaluma
- Car Year, Make, Model: 48 Ford F1
- Posts
- 9,793
Proud for you guys!"  "No matter where you go, there you are!" Steve.
"No matter where you go, there you are!" Steve.
 Reply With Quote
Reply With Quote

Posting Permissions
- You may not post new threads
- You may not post replies
- You may not post attachments
- You may not edit your posts

It was SWMBO's little dog. .
the Official CHR joke page duel