



 3377Likes
3377LikesThread: 55 Wagon Progress


Results 1,126 to 1,140 of 1860
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks-
11-14-2017 09:49 AM #1126
 CHR Member
CHR Member

- Join Date
- Sep 2007
- Location
- New Bedford
- Car Year, Make, Model: 34 Ford 3W Coupe Replica
- Posts
- 14,736
One side of my family runs a small disposal company. About a dozen trash trucks.. all green and just like your samplers!
I refuse to own any green vehicle! 8-)
-
Advertising

- Google Adsense
- REGISTERED USERS DO NOT SEE THIS AD
-
12-01-2017 08:18 PM #1127
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,226
 Originally Posted by RichB
Originally Posted by RichB

Rich, we're looking at a kandy finish so we need the metallic to show the depthRobert
-
12-01-2017 08:45 PM #1128
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,226
We took a short break from the wagon as we were getting set up for a metalshaping class at the shop a couple weeks ago. Here's some highlights..
Our guest instructor this year was Pat Brubaker of Custom Rides in Hastings Nebraska. We focused on minimal tools this year. A largely forgotten tool that is (was) seen in many shops is the arbor press. Pat has developed a die set to use in the arbor press that makes it an invaluable tool to have in your metalshaping arsenal.
This video shows tuck shrinking, much the same as using the stump, but here using less impact for less stress added to the panel..
https://www.youtube.com/watch?v=MUQghpUVohU
Pete Hagan brought some 2002 BMW front fenders to practice with, one having a noticeable dent in the front..
Here we match up one of the dies to match the crown of the rear of the fender, and try our hand at removing a dent using the arbor press.
https://www.youtube.com/watch?v=0oI9U0YJS9E
It did a good job of removing the majority of the damage, and more importantly, without adding any more stretch. Minimal work at this point would have this ready for paint.
We also discussed various pattern techniques, and the benefits realized with each one. One of the class participants, Laser with a Z, had brought a 1961 Impala front valance to duplicate, as it had many rust issues.
Some of the rust issues were filled with clay in order to get a more accurate pattern.
Flexible shape patterns show better the amount of shape in the panel, and paper patterns were used to get an accurate read on panel material size.
The replacement panel was made in two pieces and welded together. Laser did a nice job of welding, note the consistent width in the HAZ for minimal distortion..
Comparison:
Robert
-
12-01-2017 08:48 PM #1129
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,226
Jake's project for the class was a replacement for our practice fan shroud from last month.. The rear edge was unfinished, so we aimed to fix that, and also make it out of aluminum to better match the radiator.
To finish off the rear edge, we chose to add a bead to the edge and a hemmed flange to close it off, keeping the hem flat so as not to interfere with the fan.
The beads were added, flanges tipped to attach to the baffle panel, and the linear stretch dies in the Lennox used to stretch the correct outer radius.
We attempted various welding methods to attach the shroud to the baffle plates. The spot welder lacked the balls to make the welds, and TIG spot welds or weld passes seemed to add more distortion to our practice pieces than the precise circle we had rolled would tolerate. So we used some stainless hardware and nylock nuts to hold the parts together..
Here are some videos of the installed shroud..
https://www.youtube.com/watch?v=vSQf_V4Jyi8
https://www.youtube.com/watch?v=AZQBxsxkorQ
Some of the tips and tricks shared at the class, here is a table "extension" for a band saw to permit cutting of crowned panels SAFELY..
https://www.youtube.com/watch?v=qNjxTbD4VrQ
Charlie has been to our class three years in a row, and he is a pretty sharp cookie. Like some of us and getting older, he has the unfortunate issue of arthritis in his hands, and finds difficulty in using hand snips. In much the same fashion as the Beverly shears, Charlie modified a pair of right angle Midwest shears to use a handle for easier operation..
Action video:
https://www.youtube.com/watch?v=MLr76hsdIxM
Material capacity stays the same, operation just becomes a bit easier, especially for those with arthritis conditions..Robert
-
12-01-2017 10:54 PM #1130
CHR Member
- Join Date
- Apr 2011
- Location
- Prairie City
- Car Year, Make, Model: 40 Ford Deluxe, 68 Corvette, 72&76 K30
- Posts
- 7,297
- Blog Entries
- 1
Man, that is so awesome! Very nice work and cool adapting old tools to get it done!Ryan
1940 Ford Deluxe Tudor 354 Hemi 46RH Electric Blue w/multi-color flames, Ford 9" Residing in multiple pieces
1968 Corvette Coupe 5.9 Cummins Drag Car 11.43@130mph No stall leaving the line with 1250 rpm's and poor 2.2 60'
1972 Chevy K30 Longhorn P-pumped 24v Compound Turbos 47RH Just another money pit
1971 Camaro RS 5.3 BTR Stage 3 cam, SuperT10
Tire Sizes
-
12-03-2017 09:52 AM #1131
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,226
We got the wagon parts pulled out of the booth this past weekend where we had them stored during the metalshaping class.
Getting back to tying up some loose ends.. Mike cuts out the driver side of the console..
All ready for thinning the bend lines..
.....while Jake and I worked on tipping the edge on the second seat bolster..
Robert
-
12-10-2017 09:09 PM #1132
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,226
Been in Florida the past couple weeks for the day job, got back in time for Saturday's shop day. Jake worked on the rear seat bolster, the top profile was traced from the one we made for the driver's side but this mark needs to be on the opposite side for us to tip the flange. Easy transfer is to use a punch on the line to transfer the mark's location through the panel and then trace..
....and then he used various round anvils for hammer forming the corners.
I got started on welding in the corners of the passenger console side...
This might work yet...
https://www.youtube.com/watch?v=Vt8wdVuMI-I
While Jake was tipping flanges he needed some stretch in the crowned area. Looking at the too many pieces that came out of the Erco, it's possible that Jake has too much kick. We made some new spring plates out of 1/16 stainless sheet..
Back in business...
Robert
-
12-15-2017 01:34 PM #1133
CHR Member
- Join Date
- Mar 2014
- Location
- Inglewood
- Car Year, Make, Model: 55 Chevy 210 and 58 Chevy Truck
- Posts
- 267
This thread is just full of amazing work.My Chevy Truck Project
-
12-17-2017 09:36 PM #1134
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,226
Thanks Bam, you're no slouch yourself!
This weekend's progress... Jake finishing up on the seat bolsters.
We don't always have the right tools to use, so on occasion we make them. This corner of the panel needed a sharper shape on the anvil
With both bolsters done and fitted to the rear seat, Jake media blasted both and hung them up in the booth where he applied some SPI Epoxy primer.
Meanwhile Mike and I worked on getting the driver's side of the console folded up..
We started by using the tipping die in the Lennox for thinning the bend lines. This both gives a sharper bend and also gives a "feel" for when the press brake's upper die is located in the proper bend location.
https://www.youtube.com/watch?v=I87VWj-Qetc
Here's the highly technical back stop used to set the fold distance. We have a growing collection of these starting as the dimensional requirements change..
With two sides now, a spacer was made to clamp in the middle to hold our proper width..
Seats above are all the way forward, compare front location to next picture where they have been moved back to normal location, as well as mocking up the Chevelle shifter..
Next we'll get the radius pieces added and start on the internal structures of the console.Robert
-
12-22-2017 06:55 AM #1135
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,226
Progress last night on the console, as I was welding the remaining bits in the drivers console side (sorry, no pics) Jake was using the GoKart slick in the Wheeling machine to add the correct contour to the rear panel for the console...
https://www.youtube.com/watch?v=DMFuDumaXo0
Matches up well.....
Then he made some practice side pieces so we could test the fitment to the rear panel after using the tank roll die in the Lennox. There's quite a bit of work in the console sides at this point, and we didn't want them to be the guinea pigs..
View of them clamped:
https://www.youtube.com/watch?v=33LE8EXzt4E
We can use this rear panel on the console, and this weekend we'll use the tank roll die on the console sides and get them welded together..
Robert
-
12-23-2017 07:54 PM #1136
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,226
Merry Christmas and Happy Holidays to everyone on Club Hotrod!
More progress today on the console, time to weld in the back section.. We had it clamped like so:
But on second thought, it should be clamped on the upper portion...
....and to keep the bottoms from sliding out from under, some spacers were made out of scrap wood....
Tacked and welded with the TIG....
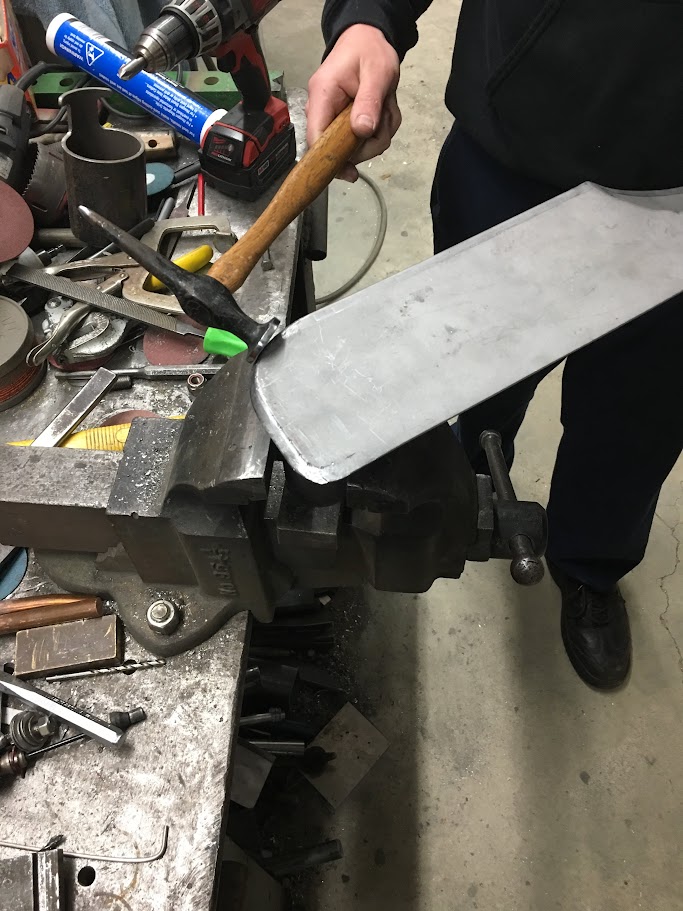
Jake cut out some corners, tipped some flanges, and used the Vise Grip tucking tool to gather up some of the excess metal. A torch heats up the tucks for an easy flattening.
Trimmed and test fit...
Inner corner finished in the same fashion...
Robert
-
12-24-2017 04:37 AM #1137
CHR Member
- Join Date
- Sep 2007
- Location
- New Bedford
- Car Year, Make, Model: 34 Ford 3W Coupe Replica
- Posts
- 14,736
I find this work just amazing. From flat to a form to a structure. WOW.
As always thanks for the pics and sharing the knowledge. Merry Christmas to you and the family as well.
-
12-24-2017 10:33 AM #1138
CHR Member
- Join Date
- Oct 2007
- Location
- Petaluma
- Car Year, Make, Model: 48 Ford F1
- Posts
- 9,793
Merry Christmas back at you and everyone here, and once again thanks for all of these great posts and pictures!"  "No matter where you go, there you are!" Steve.
"No matter where you go, there you are!" Steve.
-
12-26-2017 12:55 PM #1139
CHR Member
- Join Date
- Apr 2011
- Location
- Prairie City
- Car Year, Make, Model: 40 Ford Deluxe, 68 Corvette, 72&76 K30
- Posts
- 7,297
- Blog Entries
- 1
Very nice work! The console is looking sweet!Ryan
1940 Ford Deluxe Tudor 354 Hemi 46RH Electric Blue w/multi-color flames, Ford 9" Residing in multiple pieces
1968 Corvette Coupe 5.9 Cummins Drag Car 11.43@130mph No stall leaving the line with 1250 rpm's and poor 2.2 60'
1972 Chevy K30 Longhorn P-pumped 24v Compound Turbos 47RH Just another money pit
1971 Camaro RS 5.3 BTR Stage 3 cam, SuperT10
Tire Sizes
-
12-31-2017 10:35 PM #1140
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,226
Happy New Year to everybody!
Had a visit by the shop this week from cousin JB, who works at Interiors by Shannon in Alabama. He was up for the holidays. They have recently picked up a bead roller so we did some practice runs on pre-stretched and non-stretched beads, and then some beads using the Lennox Nibbler. Finished up with some shrinking on the MH-19. We ran out of time to punch louvers. Great to see him again, nice to spend time "playing" in the shop.
Progress on the console this weekend... Mike is still in California visiting family, so Jake and I have been texting pics to him of what he's missing haha..
Corner number two, we've already shown some shrinking, so no we'll show stretching the inside corner..
Placing the part on a suitable flat anvil, a barrel roll hammer is used to provide stretch the inner corner...
You get to a point where flat is no longer useful, so then we use another anvil, this one in the form of a square tube. Works well for what we're doing here...
Fitted and welded....
Next, a pattern made of the rear hump for trimming the console.. we'll keep it snug for now for placing anchors and then trim later for carpet and sound deadening space.
Robert
 Reply With Quote
Reply With Quote






































































Posting Permissions
- You may not post new threads
- You may not post replies
- You may not post attachments
- You may not edit your posts

Yep. And I seem to move 1 thing and it displaces something else with 1/2 of that landing on the workbench and then I forgot where I was going with this other thing and I'll see something else that...
1968 Plymouth Valiant 1st Gen HEMI