



 260Likes
260Likes

Results 106 to 120 of 150
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks-
04-26-2019 04:39 AM #106
 CHR Member
CHR Member

- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,222
John stopped by the shop last night so we could fit up the running board skirts on the Biederman.

I know he will be glad to close off this gaping hole.
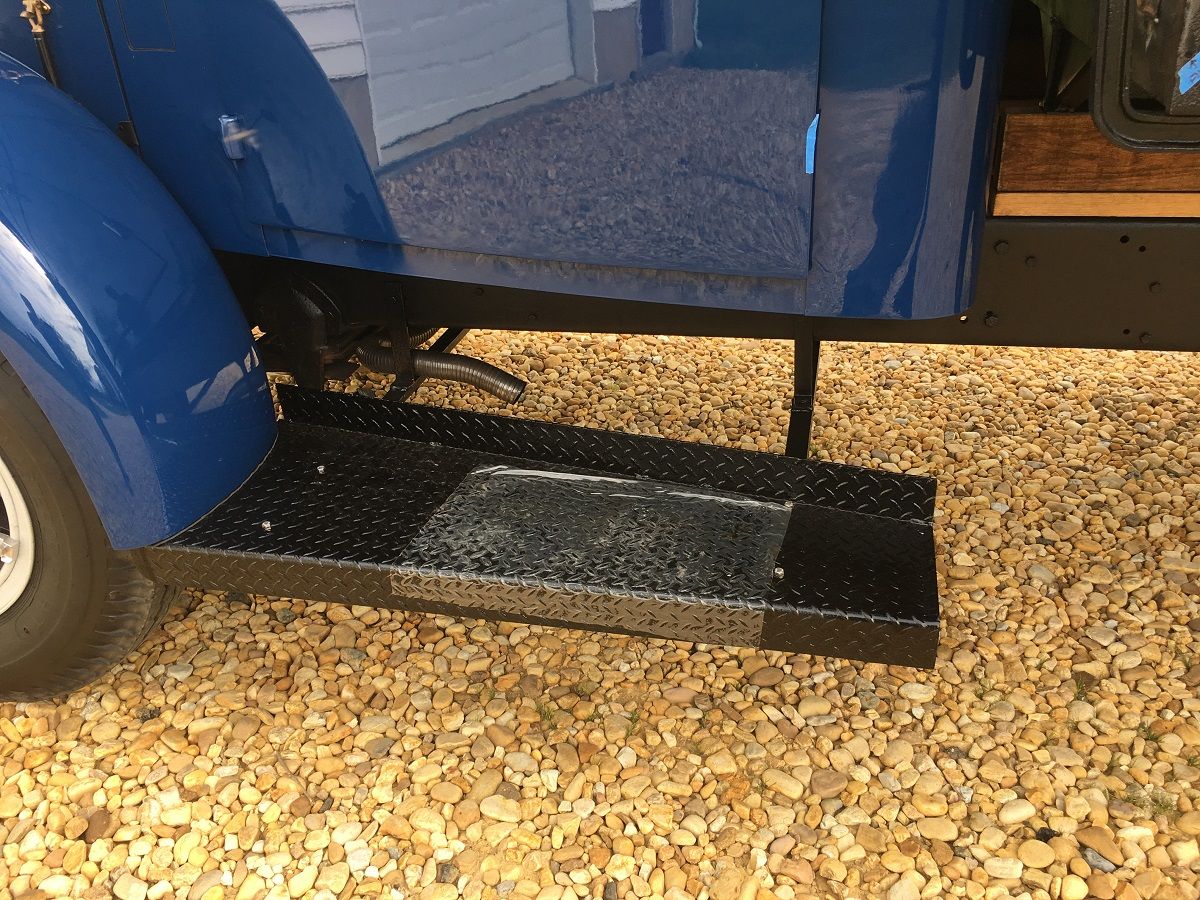
After taking some measurements we got the top flange folded over using the magnetic brake. The flange will be bolted to the underside of the cab to support the weight as we will leave about a 1/4" or so gap above the running board to allow for frame flex.



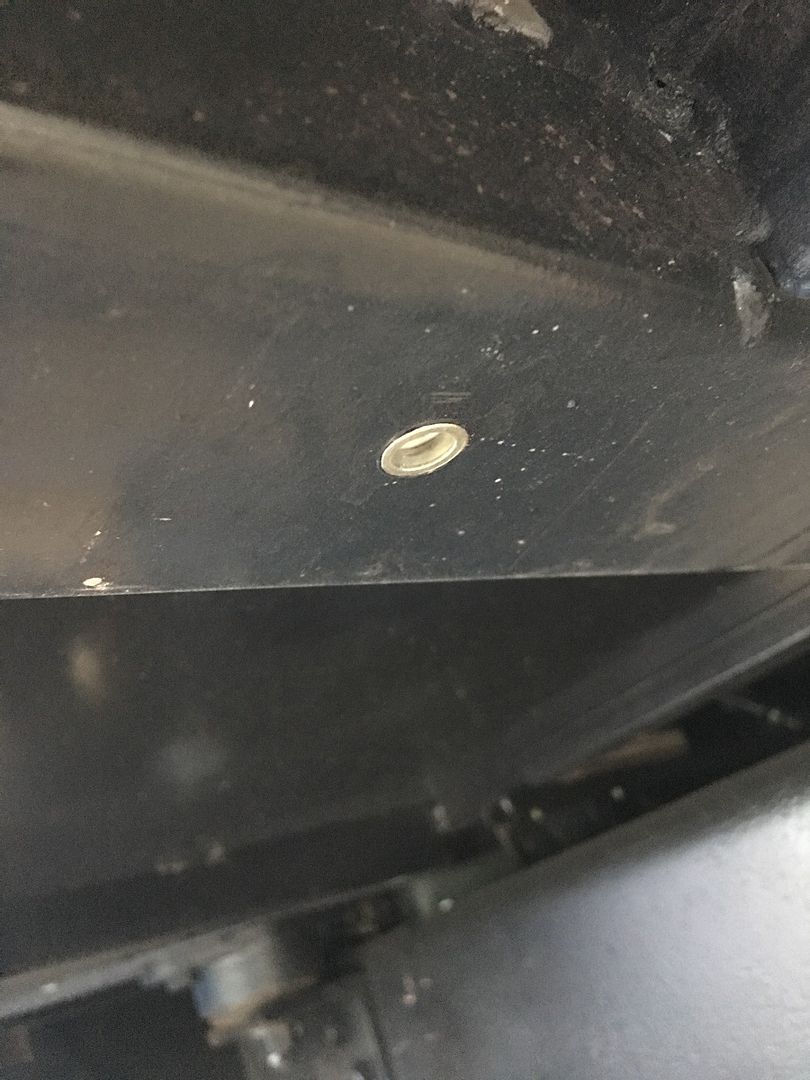
Rivet Nuts installed under the cab...

The rubber edge trim is our attempt to keep the paint from rubbing off, and these are held in place using weatherstrip adhesive.

The dump bed had been painted over when John bought it, but closer inspection showed where some additional layers of paint in the hand painted lettering, "Phone 60" had staved off surface rust in it's previous life and was still visible...

Last edited by MP&C; 04-26-2019 at 04:59 AM.
Robert
-
Advertising

- Google Adsense
- REGISTERED USERS DO NOT SEE THIS AD
-
04-26-2019 02:01 PM #107
CHR Member
- Join Date
- Sep 2007
- Location
- New Bedford
- Car Year, Make, Model: 34 Ford 3W Coupe Replica
- Posts
- 14,704
That lower edge detail is great. should also help with rattles and noise too.
-
04-29-2019 04:17 AM #108
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,222
The old version had multiple parts, the lower piece formed a tray for the skirt to rest in, shown here on the right...
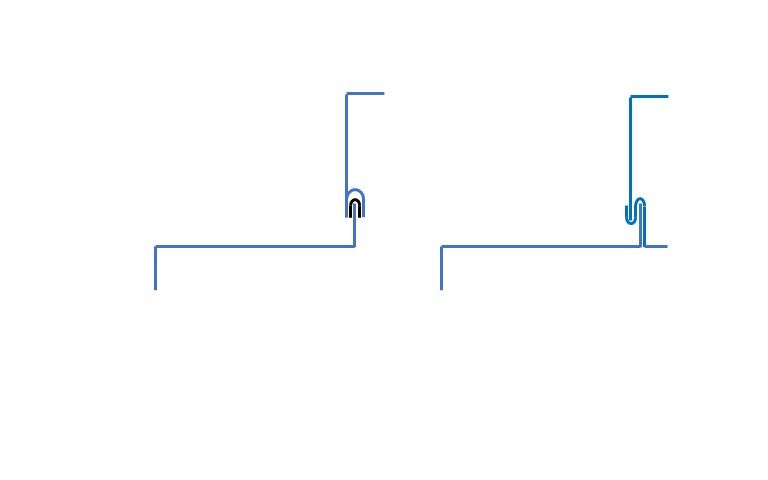
Unfortunately this design created a dirt trap from the back side, and a rain trap from the front side, and the two together combined to have most of our sample rusted away. So our main objective with the new design was to eliminate anything from catching rain/water from the outside. The back side of the hem on the new one is tight but about enough space to slide a piece of 220 paper in there to abrade. After that we plan on flooding with epoxy primer, and when that has set, seam sealer to fill in and prevent any water from laying.Robert
-
04-29-2019 05:55 PM #109
CHR Member
- Join Date
- Sep 2007
- Location
- New Bedford
- Car Year, Make, Model: 34 Ford 3W Coupe Replica
- Posts
- 14,704
Sounds like a great idea. And I think it looks better too,
-
06-10-2019 07:09 AM #110
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,222
To finish off the running board skirts, some epoxy primer was brushed into the hem fold, given a couple days to cure, and then seam sealer added to keep out the moisture..



….then another dose of epoxy over the seam sealer, and everything primed.



I didn't get pictures of spraying the blue, so the finals will have to do. John is tying up the loose ends, the running board skirts were installed the other night.....



The dump body has been painted and he should get that installed today or tomorrow.


He will get it loaded up around Wednesday for the trip to Macungie PA for the truck show this coming weekend.Robert
-
06-13-2019 10:55 AM #111
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,222
Stick a fork in it, we are done!!!!!!!!!!!
John has the Biederman loaded up and is headed up to Macungie PA today for the truck show this weekend.

This is the "tow" vehicle with Ian Watson, who is visiting from Melbourne Australia.

Anyone going to the Macungie show this weekend, stop by and check out the Biederman, a pretty rare truck..Robert
-
06-13-2019 03:51 PM #112
CHR Member
- Join Date
- Jan 2005
- Location
- Doon, Ia
- Car Year, Make, Model: 53 Chevy 3100
- Posts
- 2,714
Nice work, that was fun to watch. That would be neat to meet that truck and trailer on the road.Seth
God cannot give us a happiness and peace apart from Himself, because it is not there. There is no such thing. C.S.Lewis
-
06-13-2019 06:16 PM #113
CHR Member
- Join Date
- Sep 2007
- Location
- New Bedford
- Car Year, Make, Model: 34 Ford 3W Coupe Replica
- Posts
- 14,704
beautiful pair of trucks! Ya'll deserve piles of praise heaped upon ya!
Congrats.
-
06-14-2019 03:20 PM #114
CHR Member
- Join Date
- Sep 2005
- Location
- Hamilton
- Car Year, Make, Model: 69 nomad, 73 charger, 74 vega
- Posts
- 3,900
It looks like new..
Education is expensive. Keep that in mind, and you'll never be terribly upset when a project goes awry.
EG
-
03-12-2020 08:00 AM #115
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,222
The Biederman truck we did some rust repairs and metal fabrication on found its way onto the cover of the latest issue of Wheels of Time. It has a feature article on the restoration John did on the truck, as well as a follow up article on the company history. Pretty neat to read, honored to have played a small part in helping preserve an example of this rare truck for future generations.

Before:

After:

Photo credit: ATHS Wheels of TimeRobert
-
03-12-2020 11:02 AM #116
CHR Member
- Join Date
- Oct 2007
- Location
- Petaluma
- Car Year, Make, Model: 48 Ford F1
- Posts
- 9,790
Beautiful truck"  "No matter where you go, there you are!" Steve.
"No matter where you go, there you are!" Steve.
-
03-12-2020 11:45 AM #117
CHR Member
- Join Date
- Apr 2012
- Location
- american canyon
- Car Year, Make, Model: 36 Ford Sedan, 23 T Bucket
- Posts
- 1,899
Wow! I mean WOW!
-
03-12-2020 05:19 PM #118
CHR Member
- Join Date
- Sep 2007
- Location
- New Bedford
- Car Year, Make, Model: 34 Ford 3W Coupe Replica
- Posts
- 14,704
That is a wonderful piece of history. congrats to all involved.
-
03-16-2020 05:27 PM #119
CHR Member
- Join Date
- Apr 2011
- Location
- Prairie City
- Car Year, Make, Model: 40 Ford Deluxe, 68 Corvette, 72&76 K30
- Posts
- 7,297
- Blog Entries
- 1
Congrats to all involved! It sure turned out great!Ryan
1940 Ford Deluxe Tudor 354 Hemi 46RH Electric Blue w/multi-color flames, Ford 9" Residing in multiple pieces
1968 Corvette Coupe 5.9 Cummins Drag Car 11.43@130mph No stall leaving the line with 1250 rpm's and poor 2.2 60'
1972 Chevy K30 Longhorn P-pumped 24v Compound Turbos 47RH Just another money pit
1971 Camaro RS 5.3 BTR Stage 3 cam, SuperT10
Tire Sizes
-
03-19-2020 09:56 AM #120
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,222
A slight distraction..... I've always said we should be using butt welds, and trimming panels as tightly as we can get them. Some recent shop work helps to show that process, so hopefully this will help out someone with patch panels.
The owner of the Biederman truck we had done all those rust repairs and fabrications on also has a 51 Ford F7 with a Rollback body. He was driving it down the road a few months back when the Delco Remy voltage regulator on the firewall malfunctioned and resulted in an electrical fire. The heat caused some of the filler on the outside of the hood above the fire to delaminate, showing up as circles in the paint. As we sanded these defects out it was noticed that an abundance of filler (+1/4") had been used. The more we looked, the more filler we found all over the hood. In an effort to yield some weight savings, the entire outside of the hood was stripped..

In order to have free access for planishing out the Atlantic Ocean defects, the hood brace was removed from the inside...


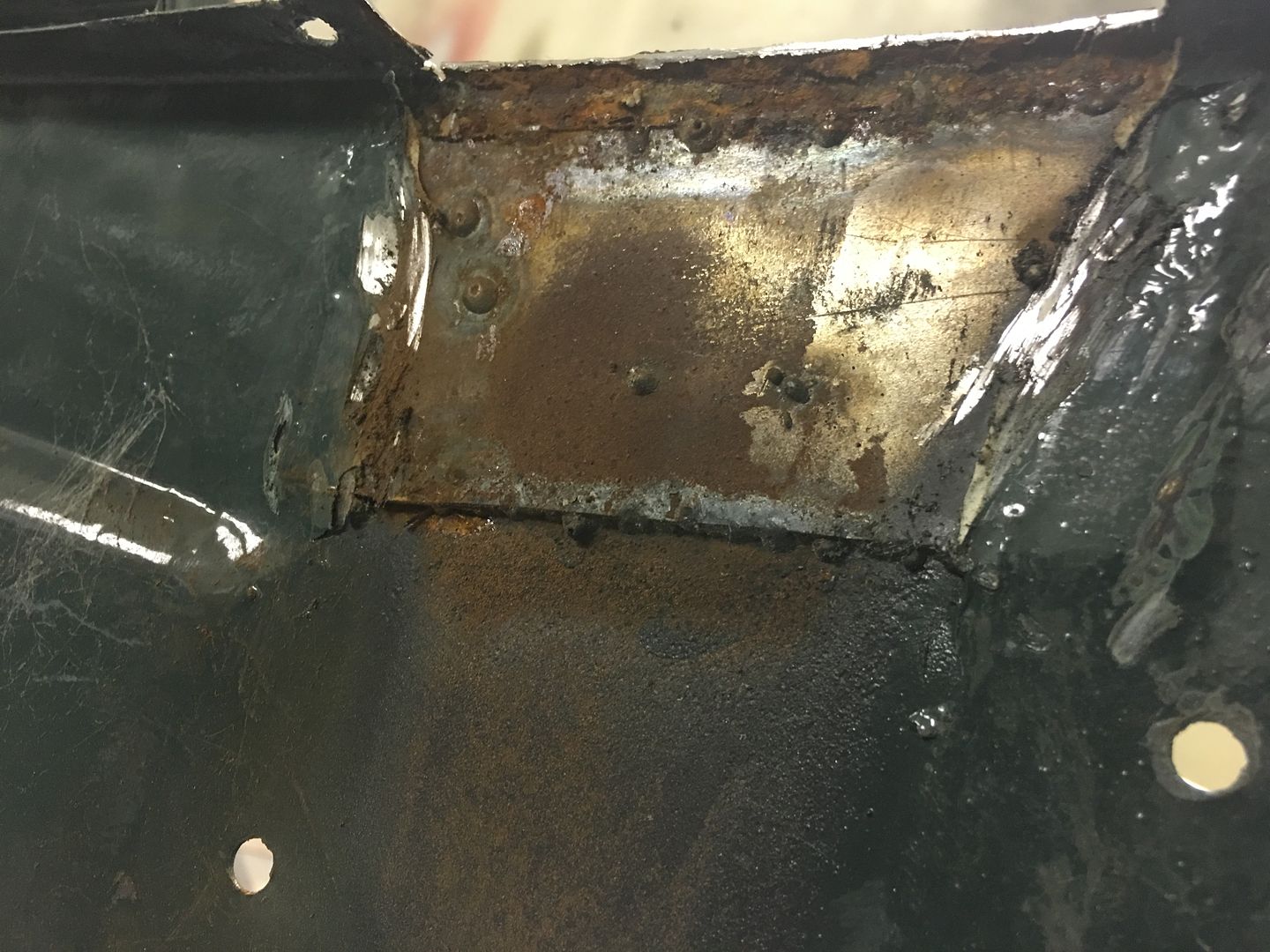
This revealed more defects that the last shop saw as fixes, but they won't leave my shop like that....
Rather than butt weld in the proper thickness metal, a piece of about 16 gauge is slipped behind the rust hole area (from dirt accumulating between brace and hood skin) and MIG welded around the perimeter. I think we can improve on that..

In addition to that, the brace had lost it's structural integrity, so we will remake the ends..


To start our repairs, a body sweep is used to capture the lower flange profile. Note that a profile cut out of construction paper/cardboard works as well.

Verifying the panel thickness. Despite this being an early 50's truck, despite this being a BIG truck, yes, the outer sheet metal here is STILL only 19 gauge.

The affected area was cut out using an air body saw, use what you have available. Note we have no corners in the cut to help improve consistency in weld shrinkage on either side.

The flange bend line is traced from our profile template/body sweep, and bent using tipping wheel on the bead roller (since it's not a straight bend). Here test fitted to the hood..

An Ice Pick (something everyone should have if doing this type of work) is used to mark the area of the cut and more importantly, the cuts for the flanges.

Next we trim the panel on the band saw leaving 1/4" extra around our marks. Next, we use offset snips and trim the flanges to the lines scribed. And ONLY the flanges.. Then the panel is re-fitted with the flanges flush with the original, and RE-scribe the round line, this time with more force to see the mark better.
Note the scribe line has moved closer toward the flange as we located the panel correctly with flanges flush..

Fitted... panel should be as tight as you can get it to minimize any shrinking/pulling.

Flanges and outer surface are both aligned to the original first and I use TIG to tack on the exact corner on both ends to maintain this alignment.. Side note.... tacking only one end and working around to the other may shrink as you go, pulling other end down where it no longer aligns. So in this case, align both ends, tack both ends, and then progressively work your tacks side to side toward the bottom of the circle.

Note here the flange was left long on our replacement. Trying to weld it in place already trimmed to fit will invariably cause the edge to burn back, making it more difficult to weld this seam all the way to the edge. Leaving the flange on our patch long makes the outer part serve as a heat sink where this burn back effect is less of an issue. Once the welds are dressed, trim the excess using offset snips..

Robert
 Reply With Quote
Reply With Quote

Posting Permissions
- You may not post new threads
- You may not post replies
- You may not post attachments
- You may not edit your posts

If your wife has a friend that annoys you don't tell your wife to stop being friends with her. Just casually mention how pretty she is... .
the Official CHR joke page duel