




 4Likes
4Likes

Results 16 to 19 of 19
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksHybrid View
-
12-01-2016 08:34 AM #1
 CHR Member
CHR Member

- Join Date
- Jun 2011
- Location
- Westminster, CO
- Car Year, Make, Model: 37 Buick Roadmaster
- Posts
- 131
Thanks for your help Originally Posted by firebird77clone
Originally Posted by firebird77clone

-
12-01-2016 05:11 PM #2
CHR Member
- Join Date
- Sep 2005
- Location
- Hamilton
- Car Year, Make, Model: 69 nomad, 73 charger, 74 vega
- Posts
- 3,900
Flanged joints can create 'ghost lines' which you won't have using a butt weld..
Education is expensive. Keep that in mind, and you'll never be terribly upset when a project goes awry.
EG
-
12-01-2016 09:43 PM #3
CHR Member
- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,228
Welded some more TIG coupons this evening to show results with different weld placement, so I decided to do some samples that mimicked various body shape types.
First, we have a flat version, this would simulate the flat area at the bottom of a door skin...

The second panel has more crown, such as toward the top of a quarter/door skin....

Comparing the two...

Next, we have a repair piece that is joined at the beltline bead...

The flat area distorts quite a bit... Normally we would planish the weld after cooling to remove this distortion, but here it was left to better compare distortion amounts..
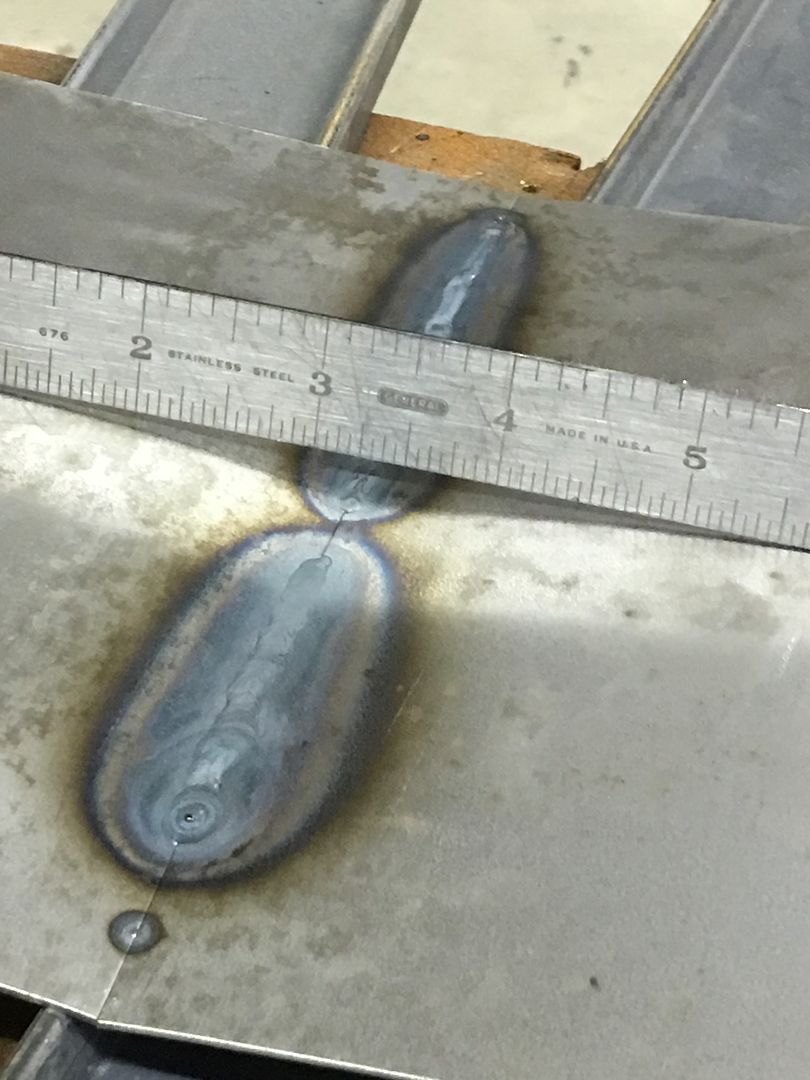

Looking at the three samples, the flat one moves/distorts the most. The low crown a bit less, the beltline bead even less..

This helps to show the benefit of weld seam locations, we should select anything but the low crown/flat areas if at all possible..Last edited by MP&C; 12-01-2016 at 09:45 PM.
Robert
-
12-02-2016 09:10 AM #4
CHR Member
- Join Date
- Jun 2011
- Location
- Westminster, CO
- Car Year, Make, Model: 37 Buick Roadmaster
- Posts
- 131
Thanks for posting these examples. I'm having the most trouble seeing how to form the hem that would hold the 5" panel to the side panels at the end. First picture is the same door on car. Second picture is the end of the door (from back) showing the curve to the bottom. Notice the folded over hem that captures the side piece. The hem is very similar to a folded over hem that holds more modern door skins across bottom of door frames. The difference is the hem goes around that .875 radius curve. This folded hem would be on the end of the 5" tall panel.
I'm having trouble seeing how to form this hem around the radius.
Thanks
 Reply With Quote
Reply With Quote

Posting Permissions
- You may not post new threads
- You may not post replies
- You may not post attachments
- You may not edit your posts

Looks Factory!!
1968 Plymouth Valiant 1st Gen HEMI